0577-62383668 / 15705774152
0577-62383668 / 15705774152
 语言
语言 英国
英国
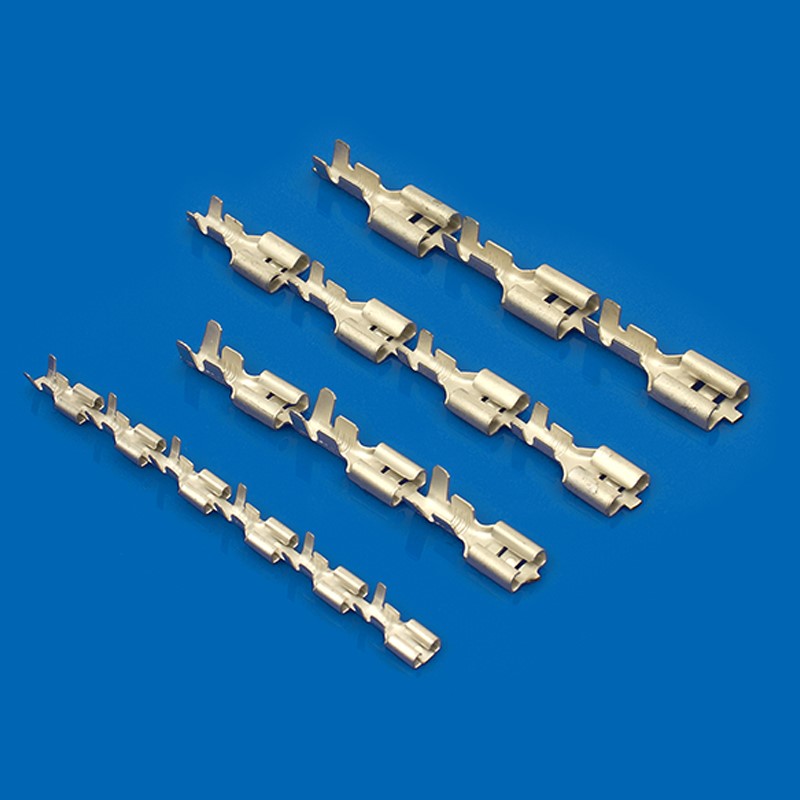
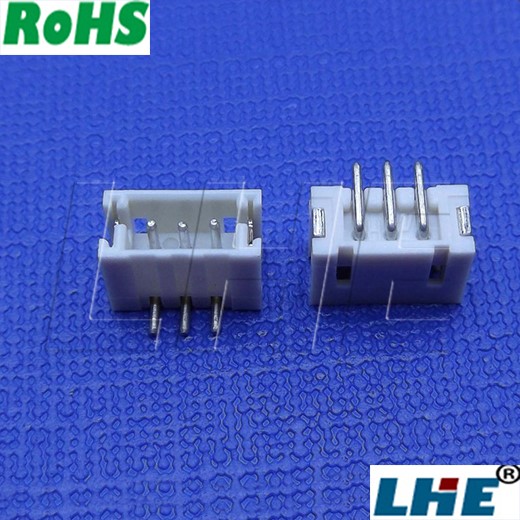
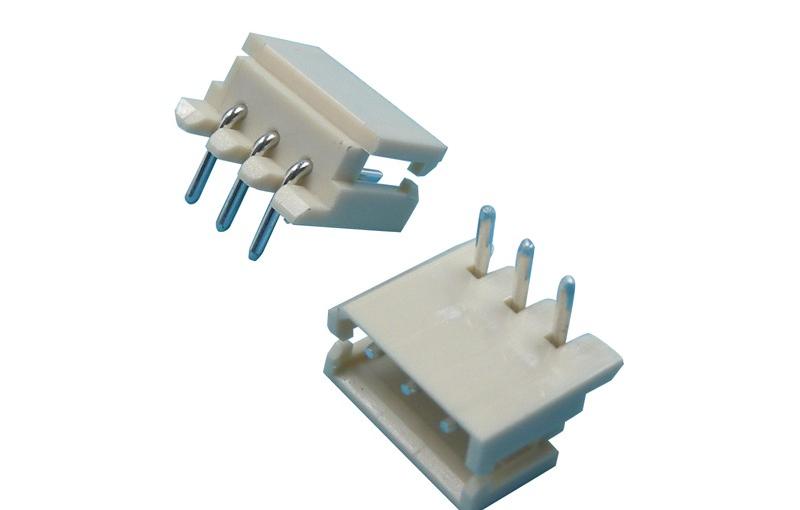
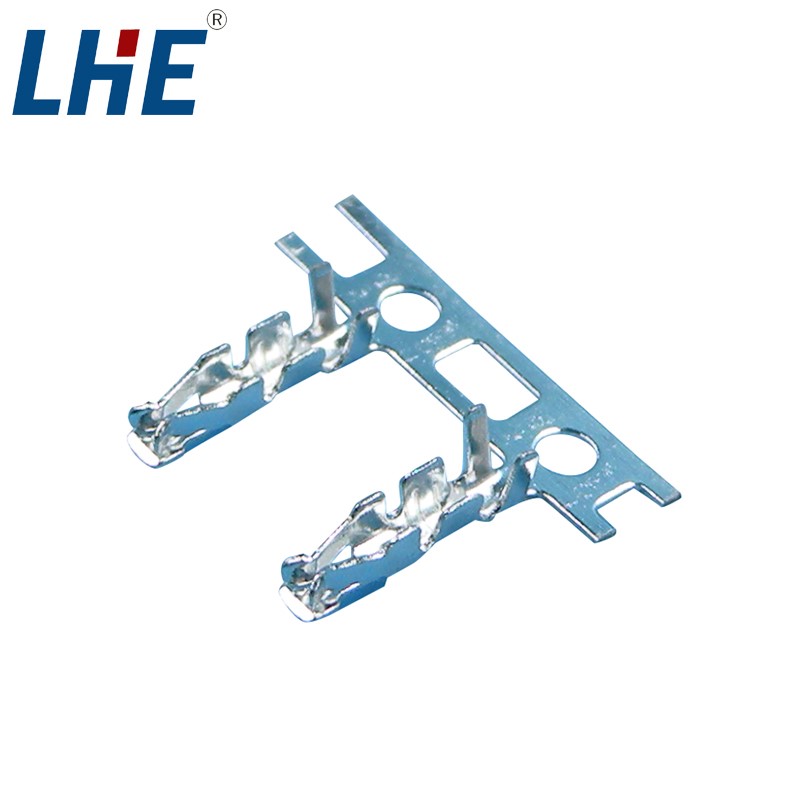
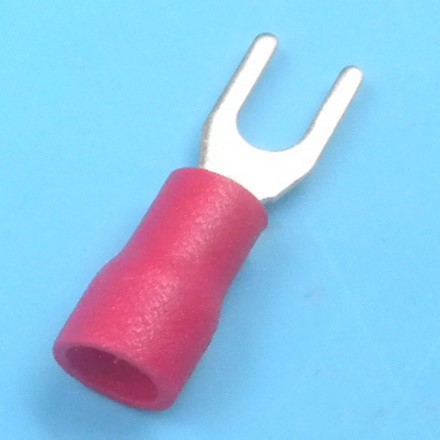
在元器件中,您一定听过端子这款产品,在端子中,又有一种名叫冷压的端子产品,那么您知道什么冷压端子吗?
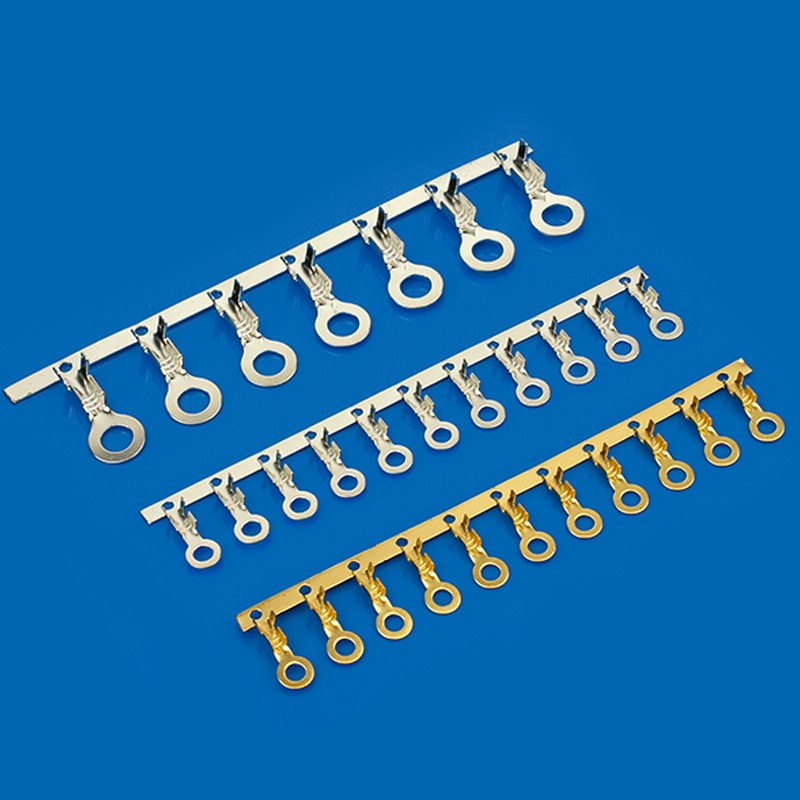
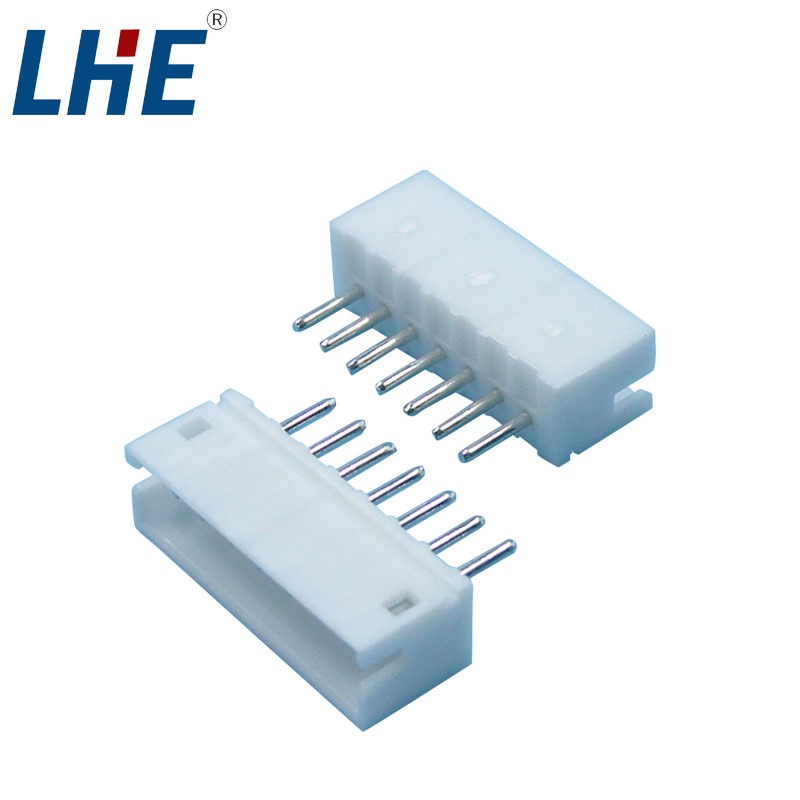
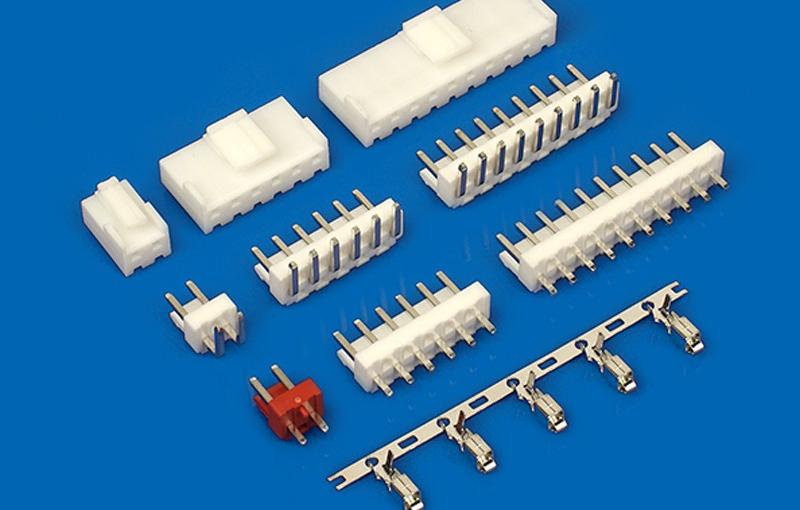
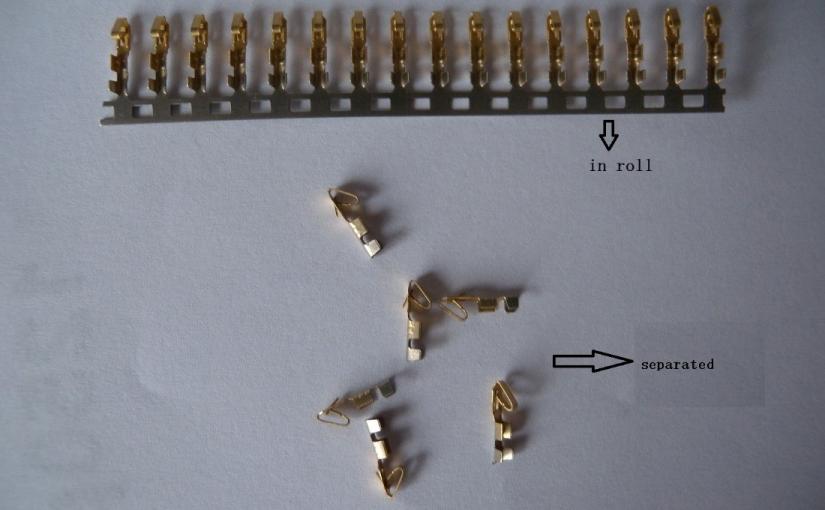
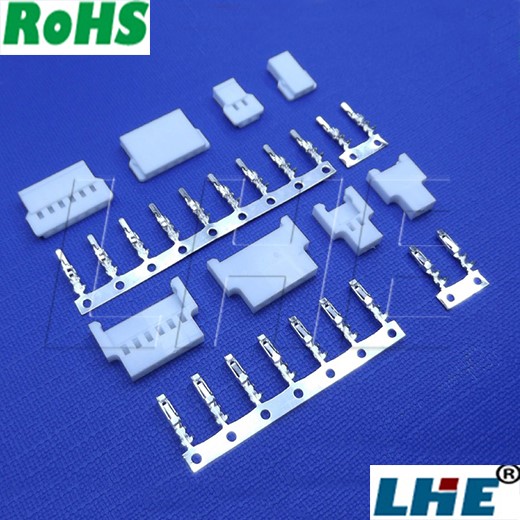
绝缘端子又名冷压端子,电子连接器,空中接头都归属于冷压端子。是用于实现电气连接的一种配件产品,工业上划分为连接器的范畴。随着工业自动化程度越来越高和工业控制要求越来越严格、精确,接线端子的用量逐渐上涨。随着电子行业的发展,接线端子的使用范围越来越多,而且种类也越来越多。目前用得最广泛的除了PCB板端子外,还有五金连续端子,螺帽端子,弹簧端子,针形裸端头、窥口系列SC、DTG铜接线端子、C45专用端子等等。

电连接器产品规格类型是非常多的,在应用设备挑选合适的端子连接器时一定要有章法,不能盲目,那么到底挑选端子连接器应该注意什么呢。

挑选时,明确产品的性能需求。带的电流、频率和电压是多少?总共有多少个信号?携连接器信号要求是模拟型还是数字型的,还是组合型的等问题。因为信号组合会影响连接器类型,引脚排列和布线。 因此,可以根据端子连接器的位置,热源附近,工作温度以及配合和取消配合的频率选择合适的端子连接器。

挑选一款端子连接器的产品,电流额定值是采购端子连接器的关键指标之一,它是可以流过配合端子的电流量的量度,理想地以每个电路的安培表示,应根据相邻端子的温度上升,根据给定壳体中的电路数量来调节或降低电流。
 端子材料、电镀是我们要考虑的最后因素,由于大多数端子产品是使用尼龙塑料制成,具有高耐火焰连续性的易燃性等级。端子连接器的尺寸和重量随着可用空间的减少而减小。准确的数字很难确定,但有些连接器具有平均故障时间的规格。
端子材料、电镀是我们要考虑的最后因素,由于大多数端子产品是使用尼龙塑料制成,具有高耐火焰连续性的易燃性等级。端子连接器的尺寸和重量随着可用空间的减少而减小。准确的数字很难确定,但有些连接器具有平均故障时间的规格。
端子连接器具有环境密封性能,可有效防止意外飞溅。一旦了解了所需的安全级别,就可以验证IP代码系统中的IP等级编号,并了解到是否挑选了正确的端子连接器。大多数电连接器都会受到振动和冲击等极端条件的影响,而专为极端条件和危险环境设计的电缆连接器和端子连接器具有抗振动和冲击以及承受极端温度的特殊功能。
可用的标准选项包括锡,铅和精选金,适用于大多数应用。基材通常以磷青铜或黄铜制成,因为即使长时间暴露在高环境温度下,它们也具有优异的强度和载流能力。某些环境需要防止可燃或易燃气体,蒸气,灰尘或液体的侵入。

需要考虑的其他因素包括工作电压,导线尺寸,配置,啮合力和电路尺寸。所以说最重要的标准将决定电连接器的类型和尺寸。连接器的价格通常基于包括插座和插头的总成本,端子连接器的成本以及将电线连接到端子并将其插入壳体的人工成本来计算。
想要了解更多电子连接器相关的技术知识,欢迎联系我们,浙江联和电子 有限公司专业生产各种线对板连接器、板对板连接器、线对线连接器等各种电子连接器欢迎新老客户前来订购。